 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Casa
>
Prodotti > Stampo per parti domestiche in plastica
>
Stampo per iniezione di portasapone in plastica
Prodotti
- Stampo per elettrodomestici di grandi dimensioni
- Stampo per piccoli elettrodomestici
- Stampo per parti domestiche in plastica
- Stampo in plastica per attrezzature mediche
- Stampo in plastica per strutture per ufficio
- Stampo per parti automobilistiche in plastica
- Stampo per parti di motociclette in plastica
- Stampo per prodotti per animali domestici
- Stampo in plastica per sedia
- Stampo per parti industriali in plastica
- Stampo ad iniezione per casse di plastica
- Stampo per prodotti in plastica per bambini
- Stampo in plastica a parete sottile
- Stampo per preforme e tappi in PET
- Stampo per raccordi per tubi in plastica
- Prodotti in plastica
- Altri stampi









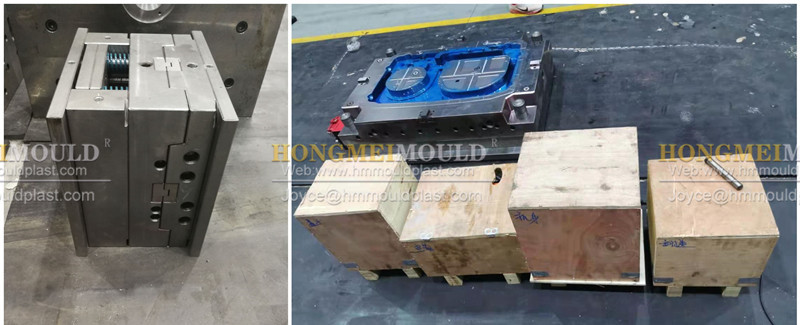
Stampo per iniezione di portasapone in plastica
In quanto produttori professionali, vorremmo fornirvi stampi per iniezione di custodie per sapone in plastica di alta qualità. E ti offriremo il miglior servizio post-vendita e consegne puntuali. Lo stampo per iniezione di custodie per sapone in plastica potrebbe, in base alle dimensioni della macchina per iniezione e alla produzione annuale, scegliere 2 cavità / 4 cavità / 6 cavità.
Invia richiesta
Descrizione del prodotto
In quanto produttori professionali, vorremmo fornirvi stampi per iniezione di custodie per sapone in plastica di alta qualità. E ti offriremo il miglior servizio post-vendita e consegne puntuali.
Quali fattori influenzano le prestazioni dello stampo?
* Lavorazione dello stampo
il canale freddo e il canale di colata non verranno generati:
Stampaggio senza materozze
Sistemi di guide coibentate
Sistemi a canali caldi
Stampaggio senza materozze
Esistono 2 categorie principali per lo stampaggio senza materozze:
Disegni fondamentali dell'anticamera
Boccole o ugelli del canale di colata caldi e riscaldati
Tipologia base di anticamera
Lo stampaggio senza materozze viene spesso utilizzato per la realizzazione di utensili a una cavità a ciclo rapido
componenti a parete sottile in materiali non sensibili al calore come PE, PP e PS.
Questa tecnica normalmente è costituita da ugelli macchina particolarmente formati. a cui può essere progettato
ospitare con una caratteristica incassata all'interno dello strumento di stampo. I design più basilari combinano un
caratteristica dell'anticamera. utilizzando questo tipo di disposizione, una sottile pelle di materiale più fresco isola a
nucleo centrale fuso tra l'ugello e il cancello.
La figura mostra 3 tipi standard di ugelli di tipo anticamera. Il design e lo stile dimostrati di seguito
La figura ha il vantaggio che se la massa fusa all'interno dell'ugello si irrigidisce fino a diventare un lumaca fredda, il
la forma a sottosquadro sull'ugello consente il rapido distacco dell'utensile. La figura (c) lo dimostra
un sistema di alimentazione in anticamera senza avere un pozzo freddo.
Questo metodo può essere utilizzato anche per modanature più grandi eseguite su una singola impronta
base in cui sono necessari il massimo controllo e qualità.
2.Le opzioni di stampaggio senza canale possono essere utilizzate anche per materiali molto più sensibili al calore. In
in queste situazioni è preferibile prolungare l'ugello rispetto alla saracinesca, come nelle Figure 2. e
ripreso dallo strumento.
A parte l'apparente risparmio nell'eliminazione della materozza, vengono utilizzati ugelli prolungati
Versioni a tre piastre o più piastre per ridurre la corsa di apertura. Considerando che non è stampato alcun canale di colata,
Stampo per iniezione di portasapone in plastica
Descrizione dello stampo
Acciaio per stampi: P20
Piastra dello stampo: C45
Cavità: 2 cavità
Trattamento duro: superficienitrurazione
Corridore: corridore freddo
Sistema di espulsione: perno di espulsione
Sistema di raffreddamento: riciclare l'acqua
Tempo di conclusione: 45 giorni
Durata dello stampo: 300.000 colpi
Quali fattori influenzano le prestazioni dello stampo?
ILStampo ad iniezione per custodia in plastica per saponecostruire è molto complicato. Così tanti dettagli devono lavorare insieme. Dalla progettazione, lavorazione, assemblaggio, test e riparazione, per poi passare infine al servizio. Molti fattori influenzeranno la qualità e le prestazioni dello stampo. Dobbiamo capirlo veramente per migliorare la costruzione dello stampo.
Tipo e qualità dell'acciaio
Il tipo e la qualità dell'acciaio sono la cosa più importanteStampo ad iniezione per custodia in plastica per sapone. È l'inizio e la base di tutto. Quindi scegliere il giusto materiale in acciaio è molto importante. Esistono molti tipi di acciaio per stampi. Come l'acciaio per utensili D3, A2, O2, D2 dell'acciaio laminato a freddo; Acciaio per utensili H11, 1.2344, H13 di acciaio laminato a caldo e altro ancora. E forse è necessario concentrarsi sui punti sottostanti per scegliere quello giusto.
La richiesta di materiale per lo stampaggio a iniezione è dovuta al fatto che diverse plastiche devono accoppiarsi con diversi materiali di acciaio. E ha anche la richiesta di resistenza alla corrosione e lucidatura.
Se la funzione acciaio è sufficiente, allora è la migliore. Non è necessario pagare un sacco di soldi per ottenere prestazioni dell'acciaio molto elevate.
Anche il trattamento superficiale è molto importante. Il trattamento con azoto può aumentare la durezza superficiale dell'acciaio e prolungarne la durata superficiale. E la galvanica può modificare le prestazioni dell'acciaio per stampi. Alcune plastiche necessitano di elevata luminanza e resistenza alla corrosione, quindi possiamo utilizzare la galvanica per aumentare e modificare le prestazioni dell'acciaio.
* Progettazione della struttura
Una buona progettazione della struttura non considera solo le proprietà del materiale del prodotto: rapporto di ritiro, temperatura di formatura e altro ancora. Ma bisogna pensare anche alla parte acqua del raffreddamento. Un ottimo design della struttura può migliorare ilStampo ad iniezione per custodia in plastica per saponeil tempo di lavoro e mantenerlo può produrre con successo prodotti. Questo è enorme per aumentare l’efficienza e ridurre i costi.
* Lavorazione dello stampo
Abbiamo tutti bisogno di una buona lavorazione dello stampo per renderlo eccezionale. La grande maestria può ridurre efficacemente i costi e i tempi di lavoro. Se ci sono errori, lo stampo diventerà saldato. A proposito, una lavorazione peggiore influenzerà la funzione dello stampo, ne ridurrà la durata, addirittura si danneggerà e si romperà durante la lavorazione dello stampaggio a iniezione.
* Lucidatura
La lucidatura è la parte finale della produzione dello stampo. Anche la lucidatura aiuta e completa il processoStampo ad iniezione per custodia in plastica per saponeazione, soprattutto per il rilascio dello stampo. Gran parte della produzione di alcuni stampi non è liscia perché l'illuminazione non è a posto, la resistenza è troppo grande, la sformatura è difficile e anche la parte superiore è bianca e crepata.
* Assemblaggio dello stampo
Lo stampo è proprio come assemblare una macchina. Ogni parte ed ogni vite non deve andare storta, altrimenti le conseguenze saranno piuttosto gravi. Potrebbe causare difetti nel prodotto, compromettere la produzione e persino danneggiare completamente lo stampo, con conseguenti scarti. Quindi il lavoro di assemblaggio deve essere molto dettagliato. Durante il processo di assemblaggio, prestare particolare attenzione alla pulizia dello stampo, in particolare dei canali dell'acqua e dei fori delle viti. Assicurati di soffiare via la limatura di ferro all'interno.
* Raffreddamento dello stampo
Chiunque abbia anni di esperienza nel settore degli stampi sa quanto sia importante il raffreddamentoStampo ad iniezione per custodia in plastica per sapone. A causa dell’aumento dei prezzi e dei salari umani, quando si producono prodotti in grandi quantità, il profitto ottenuto riducendo il ciclo di iniezione di un secondo è inimmaginabile. Tuttavia, quando il ciclo produttivo viene accelerato, la temperatura dello stampo aumenterà. Se non viene controllato in modo efficace, lo stampo sarà troppo caldo per formarsi e potrebbe persino deformarsi e rompersi. Pertanto, è particolarmente importante una buona progettazione del sistema di raffreddamento, compresa la densità, il diametro e l'interconnessione dei canali dell'acqua.
* Manutenzione dello stampo
La manutenzione dello stampo è principalmente manutenzione e manutenzione durante la produzione. Gli stampi sono come le automobili. Se non viene utilizzato per un lungo periodo senza manutenzione, potrebbe rottamarsi e morire. Pertanto, dopo ogni utilizzo dello stampo, è necessaria una manutenzione completa, in particolare la prevenzione della ruggine della parte dello stampo e la prevenzione della ruggine delle principali parti mobili. Poiché lo stampo ha bisogno di ricevere acqua durante il processo di produzione, lo stampo può essere riempito d'acqua durante il processo di installazione o smontaggio, quindi è necessario assicurarsi che lo stampo sia asciutto prima di applicare uno strato di olio per proteggerlo.
Dobbiamo concentrarci su questi dettagli e farlo nel modo giusto per essere sicuri di produrre un buon stampo per creare una buona linea di prodotti.
*Imballaggio dello stampo
Prima della consegna, spruzzeremo ilStampo ad iniezione per custodia in plastica per saponecon colore, verde, rosso, giallo, blu e così via, i clienti potrebbero in base alle tue esigenze scegliere il tuo colore. e sappiamo che alcuni posti non sono adatti alla verniciatura, quindi prima di spruzzare chiederemo la tua opinione.
Di solito imballiamo con pallet di legno o cassa di legno e utilizziamofune metallica arinforzare la scatola.
il canale freddo e il canale di colata non verranno generati:
Stampaggio senza materozze
Sistemi di guide coibentate
Sistemi a canali caldi
Stampaggio senza materozze
Esistono 2 categorie principali per lo stampaggio senza materozze:
Disegni fondamentali dell'anticamera
Boccole o ugelli del canale di colata caldi e riscaldati
Tipologia base di anticamera
Lo stampaggio senza materozze viene spesso utilizzato per la realizzazione di utensili a una cavità a ciclo rapido
componenti a parete sottile in materiali non sensibili al calore come PE, PP e PS.
Questa tecnica normalmente è costituita da ugelli macchina particolarmente formati. a cui può essere progettato
ospitare con una caratteristica incassata all'interno dello strumento di stampo. I design più basilari combinano un
caratteristica dell'anticamera. utilizzando questo tipo di disposizione, una sottile pelle di materiale più fresco isola a
nucleo centrale fuso tra l'ugello e il cancello.
La figura mostra 3 tipi standard di ugelli di tipo anticamera. Il design e lo stile dimostrati di seguito
La figura ha il vantaggio che se la massa fusa all'interno dell'ugello si irrigidisce fino a diventare un lumaca fredda, il
la forma a sottosquadro sull'ugello consente il rapido distacco dell'utensile. La figura (c) lo dimostra
un sistema di alimentazione in anticamera senza avere un pozzo freddo.
Questo metodo può essere utilizzato anche per modanature più grandi eseguite su una singola impronta
base in cui sono necessari il massimo controllo e qualità.
2.Le opzioni di stampaggio senza canale possono essere utilizzate anche per materiali molto più sensibili al calore. In
in queste situazioni è preferibile prolungare l'ugello rispetto alla saracinesca, come nelle Figure 2. e
Figura
3. Il sottosquadro seghettato sull'ugello in Figura normalmente assume il tipo di a
filettatura della vite. Ciò consente di svitare semplicemente la spina fredda seguendo il cilindroripreso dallo strumento.
A parte l'apparente risparmio nell'eliminazione della materozza, vengono utilizzati ugelli prolungati
Versioni a tre piastre o più piastre per ridurre la corsa di apertura. Considerando che non è stampato alcun canale di colata,
l'apertura necessaria per consentire la rimozione della guida (se presente) è molto inferiore.

Tag caldi: Stampo a iniezione per custodia di sapone in plastica, Cina, personalizzato, qualità, moda, nuovo stile, vendita calda, popolare, economico, acquisto, ultima vendita, commercio all'ingrosso, più recente, prezzo basso, fabbrica, prodotto in Cina, prezzo, produttori, fornitori, OEM, ODM, consegna puntuale, campione gratuito
Etichetta del prodotto
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza