 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Casa
>
Prodotti > Stampo per parti domestiche in plastica
>
Scatola per uso studio in plastica per bambini
Prodotti
- Stampo per elettrodomestici di grandi dimensioni
- Stampo per piccoli elettrodomestici
- Stampo per parti domestiche in plastica
- Stampo in plastica per attrezzature mediche
- Stampo in plastica per strutture per ufficio
- Stampo per parti automobilistiche in plastica
- Stampo per parti di motociclette in plastica
- Stampo per prodotti per animali domestici
- Stampo in plastica per sedia
- Stampo per parti industriali in plastica
- Stampo ad iniezione per casse di plastica
- Stampo per prodotti in plastica per bambini
- Stampo in plastica a parete sottile
- Stampo per preforme e tappi in PET
- Stampo per raccordi per tubi in plastica
- Prodotti in plastica
- Altri stampi











Scatola per uso studio in plastica per bambini
Come produttori professionali, vorremmo fornirvi una scatola per uso studio in plastica per bambini di alta qualità. E ti offriremo il miglior servizio post-vendita e consegne puntuali. Siamo un produttore professionale di scatole per uso studio in plastica per bambini in Cina, se vuoi saperne di più, puoi contattarci.
Hongmei è una fabbrica di stampi a iniezione di plastica e potremmo produrre tutti i tipi di scatole, come cassette degli attrezzi industriali, scatole da pesca, cassette di pronto soccorso, scatole di raffreddamento e altre scatole domestiche.
Hongmei è una fabbrica di stampi a iniezione di plastica e potremmo produrre tutti i tipi di scatole, come cassette degli attrezzi industriali, scatole da pesca, cassette di pronto soccorso, scatole di raffreddamento e altre scatole domestiche.
Invia richiesta
Descrizione del prodotto
Come produttori professionali, vorremmo fornirvi una scatola per uso studio in plastica per bambini di alta qualità. E ti offriremo il miglior servizio post-vendita e consegne puntuali.
Dettaglio dello stampo della scatola per lo studio dei bambini in plastica
Acciaio per stampi: H13
Dimensione parte: 330 * 330 * 390 mm
Dimensioni dello stampo: 660*660*580 mm
Sistema di iniezione: perno di iniezione
Corridore: corridore freddo
Tempo di iniezione: 30 secondi
Polacco: pelle martellata
Tempi di consegna: 40 giorni
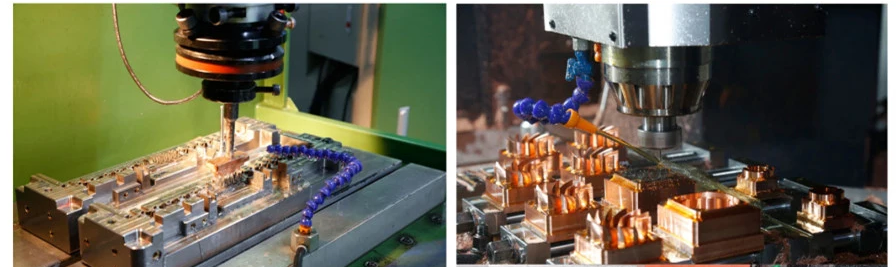
Come realizzare una scatola di plastica per lo studio dei bambini
Innanzitutto, è necessario selezionare il materiale in acciaio per la cavità dello stampo e per la parte della cavità del nucleo dello stampo. Inoltre, il materiale in acciaio ad alta durezza deve essere utilizzato come base dello stampo, quindi devono essere selezionate le parti standard dello stampo adatte. Il buon sistema di riempimento del materiale plastico richiede una speciale assistenza da parte del sistema a canali caldi. Stampaggio e garanzia del miglior sistema di raffreddamento
Una buona progettazione della struttura dello stampo è la premessa per una produzione di stampi qualificata. I progettisti e gli stilisti di stampi dell'azienda hanno più di 13 anni di esperienza professionale nella progettazione e produzione di stampi e possono analizzare tutti gli aspetti della struttura dello stampo e della struttura del prodotto (inclusa: analisi del flusso dello stampo). , pendenza di rilascio dello stampo, microcosmo della superficie del prodotto, progettazione del sistema di colata, progettazione del sistema di scarico, progettazione del sistema di raffreddamento, ecc.) I problemi più importanti e più difficili di questi stampi sono i test ripetuti durante la progettazione della struttura dello stampo.

Le fasi principali del test dello stampo
1. Controllare se il materiale plastico nella botte è corretto e cuocere come richiesto.
2. Il tubo del materiale deve essere pulito accuratamente per evitare che la colla o la miscela difettosa entrino nello stampo, poiché la colla e la miscela difettose ostruirebbero lo stampo. Controllare la temperatura del tubo del materiale e dello stampo per vedere se è adatta al materiale.
3, regolare la pressione e l'iniezione per produrre un aspetto soddisfacente del prodotto, ma non può funzionare flash, in particolare la cavità e alcuni prodotti finiti non sono completamente congelati, dovrebbe considerare una varietà di condizioni di controllo, prima della regolazione, perché il riempimento dello stampo i cambiamenti di tasso un po', porteranno a un cambiamento enorme.
4. Aspettare pazientemente che la macchina e lo stampo raggiungano uno stato stabile può richiedere più di 30 minuti, anche per le macchine di medie dimensioni. Usa questo tempo per vedere cosa potrebbe andare storto nel prodotto finale.
5. Il tempo di avanzamento della vite non deve essere inferiore al tempo di solidificazione della plastica sul cancello, altrimenti il peso del prodotto finito verrà ridotto e le prestazioni del prodotto finito verranno distrutte. Quando lo stampo viene riscaldato, il tempo di avanzamento della coclea si allunga per comprimere il prodotto finito.

6. Adeguare e ridurre ragionevolmente l'intero ciclo di lavorazione.
7. Il nuovo stato stazionario richiede almeno 30 minuti e quindi produce continuamente almeno 12 prodotti a forma intera, al massimo data, quantità e posizione individuale, in base alla cavità, alla stabilità dell'operazione di ispezione e al ragionevole controllo del tolleranza di uscita.
8. Misurare e registrare le dimensioni importanti del campione continuo (dopo il raffreddamento a temperatura ambiente).
Come evitare il fallimento dello stampaggio a iniezione?
Tra le cinque forme base di rottura dello stampo, la rottura per fatica termica è più probabile che si verifichi su stampi lavorati a caldo con grandi differenze di temperatura tra stampi caldi e freddi, mentre altre quattro forme diverse possono verificarsi su tutti i tipi di stampi. Esistono spesso stretti collegamenti tra diverse forme di fallimento e facilitazione tra le interazioni.
Alcuni segni di scanalature causati dall'usura sono spesso soggetti a vari fenomeni come crepe da fatica e crepe da fatica termica, e se alcune scanalature profonde e affilate sono esse stesse, possono diventare il punto di rottura di una frattura occasionale. Dopo che sulla superficie del pezzo compaiono crepe da fatica e crepe da fatica termica, la qualità della superficie sarà seriamente deteriorata e il fenomeno dell'usura sarà intensificato. La punta della fessura causerà varie concentrazioni di stress e diventerà una fonte comune di frattura.
Sebbene l'usura dello stampo porti al cedimento di parti importanti dello stampo, in normali condizioni di lavoro normali, lo stampo può funzionare in modo stabile ed efficace per lungo tempo prima che l'usura si guasti. Infatti la vita effettiva degli stampi di cui parliamo è determinata in gran parte dal cedimento per usura. Per questi stampi, il cedimento dovuto all'usura degli stampi in plastica si riferisce alla normale perdita di prestazioni e la durata effettiva dell'usura è la base per determinare la durata prevista dello stampo.
La durata effettiva di alcuni stampi per carichi pesanti, come gli stampi per estrusione a freddo, è determinata principalmente dal cedimento per fatica. La durata effettiva di alcuni stampi con una grande differenza di temperatura tra freddo e caldo, come gli stampi per pressofusione, è determinata principalmente dal cedimento per fatica termica. Gli stampi generalmente hanno una lunga vita effettiva prima del cedimento per fatica e fatica termica, ma li consideriamo ancora abitualmente come guasti precoci dello stampo. Se si verifica un problema con la qualità dello stampo, o se lo stampo viene sottoposto a debug o utilizzato in modo improprio, la deformazione plastica e il guasto del prodotto possono verificarsi in diverse fasi di utilizzo dello stampo e, una volta che si verificano, è probabile che le conseguenze siano fatali per la muffa. Costituiscono anche la principale forma di cedimento nelle prime fasi della formazione della muffa.
Come garantire e migliorare la durata degli stampi per stampaggio a iniezione, da un lato, attraverso vari modi per garantire e migliorare il più possibile la resistenza all'usura di parti importanti dello stampo, in modo che lo stampo abbia una durezza sufficiente per prevenire l'usura e ridurre vita, d'altro canto È necessario adottare varie misure per prevenire il guasto precoce di varie parti dello stampo e per garantire che lo stampo possa funzionare in modo sicuro e stabile durante la vita utile effettiva.
Salva-muffa e. Lucidatura
La lucidatura salva-stampo è il processo di levigatura della superficie del nucleo dello stampo e del nucleo dello stampo con materiali abrasivi come pietra ollare, carta vetrata, ecc. Lo scopo è quello di rimuovere i modelli di fuoco e le linee dei coltelli della lavorazione iniziale dello stampo e di rendere il prodotti in plastica facili da sformare durante l'iniezione e fare in modo che la superficie del nucleo dello stampo raggiunga la levigatezza richiesta del prodotto in plastica.
La lucidatura salvamuffa viene generalmente divisa in sensi ampi e ristretti nel settore.
In senso stretto ci si riferisce generalmente ai materiali abrasivi utilizzati: carta vetrata e pietra per affilare. La superficie lucida dello stampo è generalmente liscia e non avrà una finitura elevata e una superficie a specchio, che è il processo di levigatura iniziale del processo di lucidatura che salva lo stampo. La levigatezza ottenuta mediante la molatura è divisa da bassa ad alta: B3.B2.B1, il numero di carta vetrata corrispondente è: 400, 800, 1200.
La generalizzazione della lucidatura salva-stampo comprende generalmente anche le procedure di lucidatura dello stampo.
I materiali abrasivi utilizzati per la lucidatura degli stampi sono generalmente: ruota di lana, foglio di feltro, carta stagnola, pasta abrasiva diamantata. L'attrezzatura per la lucidatura degli stampi utilizzata è generalmente una lucidatrice per stampi ad ultrasuoni pneumatica o elettrica. La superficie raggiunta dalla lucidatura dello stampo è una superficie a specchio e il processo di lucidatura dello stampo è anche chiamato lucidatura a specchio.
La superficie dello specchio lucidata dallo stampo è divisa in A2/A1/A0 dal basso all'alto. I prodotti corrispondenti al grado di finitura sono generalmente:
A2: Elettrodomestici convenzionali come asciugacapelli,
A1: guscio del telefono cellulare lucido, stampo per lampada per auto
A0: Accessori per telefoni cellulari Apple come caricabatterie, lenti trasparenti
Quale stampo realizzato da HongMei?
Stampo per sedie: inclusa sedia ordinaria in PP, sedia per PC, sedia in rattan, anche con sedia da spiaggia, sedia con/senza mano, sedia da autobus, ecc. Possiamo controllare la tecnologia di assistenza del gas durante la realizzazione dello stampo; aiutiamo il cliente a risolvere il problema dell'impilamento delle sedie; possiamo trovare soluzioni per realizzare il cambio inserto sulla macchina ad iniezione.
Stampo da tavolo: durante la progettazione, prenderemo in considerazione la realizzazione della struttura antideformazione per evitare la deformazione dopo l'iniezione.
Stampo per cestini: disponiamo di una tecnologia matura per lo stampo per cestini in plastica, tra cui stampo per cestini di frutta, stampo per cestini per verdure, stampo per cestini della spesa, stampo per cestini per la biancheria, stampo per cestini di scarico, cestini per frutta pieghevoli, stampi per cestini in plastica portatili e così via.
Stampo per contenitore di stoccaggio: stampo per contenitore singolo, set completo di armadietti di stoccaggio, stampo per contenitore trasparente, stampo per contenitore a parete sottile.
Stampo per utensili da cucina: compreso stampo per posate, stampo per scolapiatti, stampo per tagliere in plastica, stampo per cestello per verdure in plastica, stampo per scarico e cestello, stampo per cucchiaio d'acqua, stampo per piattini in plastica, stampo per bacinella, stampo per reticolo di ghiaccio, stampo per pelapatate, stampo per apribottiglie e Presto.
Stampo per elettrodomestici: compreso stampo per l'aria condizionata, stampo per televisore, stampo per lavatrice, stampo per asciuga mani, stampo per ventola, stampo per coperchio della batteria, ecc.
Stampo per ricambi auto: stampo per paraurti automatico, stampo per griglia automatica, stampo per interni auto, stampo per lampada automatica, stampo per porta automatica, ecc.
Gli stampi in plastica includono stampi piccoli e grandi, stampi a struttura semplice e struttura complessa, stampi per parti singole e stampi per parti di assemblaggio, stampi per parti non trasparenti e stampi per parti trasparenti. Possiamo fornire ai clienti la soluzione ragionevole e professionale di stampi per ottenere vantaggi vantaggiosi per tutti.
Anche Hongmei Mould può realizzare stampi per pressofusione di alluminio, stampi SMC/BMC, ecc.
Contattami
Tag caldi: Scatola per uso studio in plastica per bambini, Cina, Personalizzato, Qualità, Moda, Nuovo stile, Vendita calda, Popolare, Economico, Acquista, Ultimi venduti, Vendita all'ingrosso, Più recente, Prezzo basso, Fabbrica, Made in China, Prezzo, Produttori, Fornitori, OEM, ODM, consegna puntuale, campione gratuito
Etichetta del prodotto
Invia richiesta
Non esitate a dare la vostra richiesta nel modulo sottostante. Ti risponderemo entro 24 ore.








X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza