 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


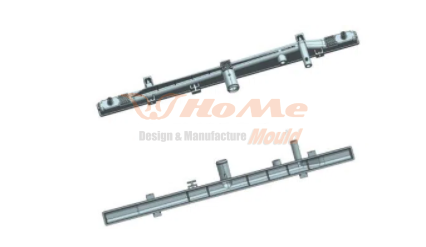
Stampo per iniezione radiatore serbatoio auto
Stampo per iniezione radiatore serbatoio auto
Descrizione dello stampo
Acciaio per stampi: P20
Cavità dello stampo: singola o multipla
Materiale del prodotto: PA66+GF30%
Sistema di iniezione: canale freddo
Tipo di espulsione: perno di espulsione
Tempo di ciclo: 50 secondi
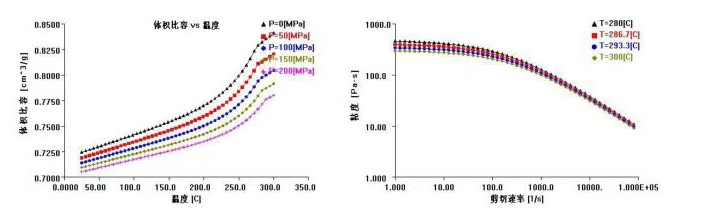
Perché scegliere il materiale del radiatore a serbatoio PA66+GF30%?
Con lo sviluppo delle automobili leggere, in pratica, i radiatori del serbatoio superiore e inferioreStampo per iniezione radiatore serbatoio autovengono sostituiti da tecnopolimeri al posto del rame, solitamente utilizzando nylon 66 per aggiungere materiale in fibra di vetro. PA66 ha una buona resistenza alle alte temperature e alla corrosione, in modo che le parti della camera dell'acqua siano intatte e non piegate. Le automobili con serbatoio superiore e inferiore vengono sostituite da tecnopolimeri invece che da rame, solitamente utilizzando nylon 66 per aggiungere materiale in fibra di vetro. PA66 ha una buona resistenza alle alte temperature e alla corrosione, quindi le parti della camera dell'acqua sono intatte e non piegate. Allo stesso tempo, ha una buona duttilità e bellissime parti dei radiatori del serbatoio.
Struttura dello stampo del radiatore del serbatoio
La determinazione della struttura dello stampo dovrebbe considerare il sistema dello stampo e la situazione di produzione effettiva. PerchéStampo per iniezione radiatore serbatoio autoi prodotti sono strutture di estrazione del nucleo laterale, quindi l'uso di uno stampo, una struttura di stampo a cavità, cancello utilizzando il cancello di prova. Il radiatore del serbatoio automatico è composto da pezzi lunghi e diritti, quando si impostano pezzi lunghi e diritti al centro delle parti, la plastica apparirà nel processo di riempimento delle molecole fuse e dell'orientamento delle fibre, si verifica un diverso orientamento del prodotto rispetto alla deformazione e parallelo alla direzione e perpendicolare al flusso avrà una tendenza allo stress cracking, perché perpendicolare al flusso di bassa resistenza, più incline allo stress cracking. Pertanto gli ingegneri progettisti dello stampo di Hongmei hanno deciso di posizionare il cancello a un'estremità del prodotto.
Ispezione della progettazione del prodotto:
Qualunque sia il design del prodotto realizzato da HONGMEI MOLD o offerto dai clienti, effettuiamo sempre analisi e ispezioni a tutto tondo, come la fattibilità del processo di stampaggio di plastica, la struttura e la fattibilità del movimento degli stampi di plastica, la situazione di corrispondenza di tutti i componenti di plastica correlati, ecc. Può evitare gli stampi di plastica modifiche, scarti e altri lavori di riparazione non necessari di stampi in plastica, causati da errori di progettazione del prodotto. Crediamo che 10 minuti in più dedichiamo alla progettazione, un mese potrebbe essere ridotto nella produzione.
Con un'analisi precisa, che prevede analisi della razionalità per la progettazione di stampi in plastica, la migliore analisi di lavorazione e l'applicazione della struttura degli stampi in plastica, offre le soluzioni più professionali con le prestazioni e le specifiche tecniche degli stampi in plastica più adatte alle richieste del cliente.
L'ispezione copre molti aspetti, come l'intensità degli stampi in plastica, l'analisi del flusso dello stampo, l'espulsione degli stampi in plastica, il sistema di raffreddamento, la razionalità del sistema di guida, l'applicazione delle specifiche dei pezzi di ricambio degli stampi in plastica, la selezione della macchina dei clienti e l'applicazione di requisiti speciali, ecc. Tutto di questi devono essere ispezionati secondo lo standard di progettazione degli stampi in plastica HONGMEI MOLD.
Ispezione dell'acquisto dell'acciaio:
Esiste un processo di ispezione rigoroso e un controllo temporale dell'acquisto dei pezzi di ricambio, della standardizzazione delle parti, della precisione delle dimensioni, della durezza del materiale degli stampi in plastica e del rilevamento dei difetti dei materiali e così via.
La produzione di stampi non è solo progettazione di stampi, lavorazione CNC e assemblaggio. Una buona azienda di stampi non si preoccupa solo di questo, ma presterà maggiore attenzione ai dettagli come il flusso dello stampo, il controllo delle dimensioni dello stampo, la precisione CNC dello stampo, il controllo del canale dell'acqua e il grado di lucidatura dello stampo.

Attrezzatura di ispezione
1. pinza scorrevole
2. Multimetro
3. Durometro
4. Misurare il nastro
5. Calibri micrometrici
6. Macchina CMM
Standard di ispezione dell'aspetto
1. Le dimensioni della base dello stampo devono essere standard
2. Superficie della base dello stampo ordinata e liscia
3. L'acciaio per stampi deve essere lo stesso del contratto
Struttura dello stampo
1. Struttura dello stampo ragionevole
2. Le guide devono essere lisce e necessitano di un trattamento termico, sulla guida è presente una scanalatura per l'olio
3. Il sollevatore, l'inserto e il perno di iniezione, la boccola devono funzionare in modo regolare.
Sistema di raffreddamento
1. Sistema di raffreddamento a ciclo ragionevole
2. Canale dell'acqua liscio, senza perdite di acqua e aria
3. La dimensione dell'interfaccia del canale dell'acqua deve essere la stessa del disegno
Sistema di iniezione
1. L'anello di posizionamento deve essere adatto alla macchina per iniezione, le dimensioni e la pendenza del canale principale devono essere ragionevoli
2. Il metodo di alimentazione e il corridore del ramo devono essere in una posizione ragionevole, il cancello è facile da cadere
3. Design della linea di separazione ragionevole
4. Alcuni stampi riportano la data del giorno/mese/anno o il materiale o il logo
5. Il perno di iniezione deve essere idoneo al design
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza