 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Progettazione di stampi per contenitori per alimenti
Caratteristiche del prodotto:
1. Caratteristiche strutturali
La scatola usa e getta per fast food ha una forma relativamente grande e uno spessore della parete sottile di 0,35~0,5 mm.
2. Caratteristiche d'uso
Requisiti per l'utilizzo di scatole usa e getta per fast food: in primo luogo, qualità affidabile, compresa la resistenza affidabile delle parti in plastica, un bell'aspetto, non tossico e innocuo; in secondo luogo, bassi costi di produzione, comprese singole parti in plastica, leggerezza, basso prezzo del materiale e elevato utilizzo del materiale, produzione. La lavorazione è conveniente e l'output è sufficientemente grande.
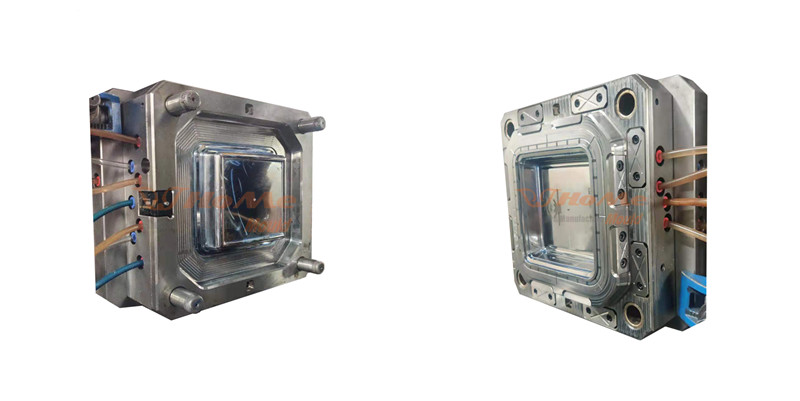
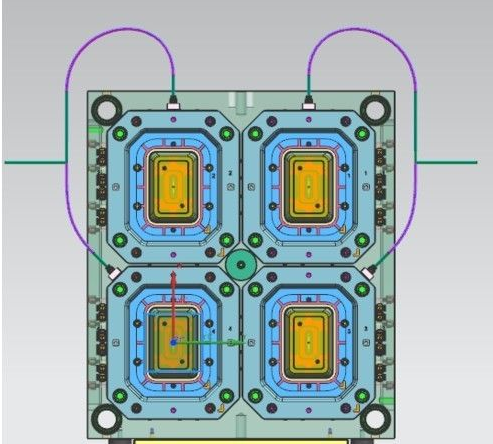
Progettazione della struttura dello stampo:
Considerando in modo completo le caratteristiche delle scatole usa e getta per fast food, il design dello stampo adotta una struttura dello stampo a due piastre con 4 cavità. Inoltre, è necessario considerare il sistema di versamento, il sistema di raffreddamento e il sistema di espulsione.
1. Progettazione del sistema di colata
Per migliorare completamente il tasso di utilizzo del materiale e a causa della scarsa fluidità del polipropilene (PP), è necessario stampare a iniezione in breve tempo una scatola per snack usa e getta con uno spessore di parete di circa 0,5 mm. Il sistema di colata dello stampo dovrebbe assumere la forma di un canale caldo. Il canale caldo presenta i seguenti vantaggi: ① risparmio di materie prime; ② può migliorare la qualità dello stampaggio delle parti in plastica; ③ contribuire a migliorare l'efficienza produttiva e facilitare la produzione automatizzata. Lo svantaggio è che la temperatura dello stampo è troppo alta e occorre prestare attenzione a un raffreddamento sufficiente, il costo di produzione dello stampo aumenterà. Considerando complessivamente i vantaggi e gli svantaggi del canale caldo, l'utilizzo finale del sistema a canale caldo aiuta a migliorare la qualità dello stampaggio e l'efficienza produttiva delle parti in plastica.
2. Progettazione del sistema di raffreddamento
La funzione del sistema di raffreddamento è di far raffreddare rapidamente lo stampo e di controllare la temperatura dello stampo. Poiché la temperatura del materiale PP durante lo stampaggio a iniezione è di 220~270 ℃, una progettazione ragionevole del sistema di raffreddamento ridurrà notevolmente il tempo di raffreddamento delle parti in plastica e quindi accorcerà il ciclo di stampaggio a iniezione. A causa della struttura e dei requisiti speciali dello stampo, il sistema di raffreddamento utilizza il raffreddamento a più circuiti per garantire completamente il raffreddamento delle parti in plastica stampate.
Poiché lo stampo utilizza un sistema a canale caldo, la temperatura della parte calda dell'ugello sarà relativamente elevata e all'ugello caldo del canale caldo verrà aggiunto anche un sistema di raffreddamento.

3. Progettazione del sistema di espulsione
A causa della grande forma della scatola usa e getta per fast food e dello spessore delle pareti relativamente sottile, le parti in plastica hanno una forza di serraggio maggiore sulle parti dello stampo. Se viene utilizzato un normale sistema di espulsione dell'asta di spinta, è facile concentrare la forza nella posizione della punta dell'asta di spinta e i segni dell'asta di spinta influenzeranno la plastica La qualità di stampaggio delle parti verrà compromessa quando grave, con conseguente produzione di rifiuti. Se viene utilizzata l'espulsione del tipo a piastra di spinta, il tasso di scarto sarà ridotto, ma la struttura della piastra di spinta aumenterà il movimento in eccesso dello stampo, estenderà il ciclo di produzione e ridurrà l'efficienza produttiva.
Lo stampo utilizza una struttura di espulsione assistita da gas multipunto. Dopo l'apertura dello stampo, l'aria viene soffiata nella cavità ad una certa pressione per separare le parti in plastica dallo stampo. L'espulsione assistita da gas multipunto presenta i seguenti vantaggi: in primo luogo, è facile controllare la pressione e la forza di espulsione è uniforme, in modo da non far saltare le parti in plastica; in secondo luogo, l'espulsione assistita da gas non viene espulsa → ripristinata → riemessa → reimpostata, è necessario controllare solo la pressione e il gas può essere espulso in tempo. Risparmia tempo di stampaggio e accorcia il ciclo di stampaggio.
Invia richiesta


X
Utilizziamo i cookie per offrirti una migliore esperienza di navigazione, analizzare il traffico del sito e personalizzare i contenuti. Utilizzando questo sito, accetti il nostro utilizzo dei cookie.
politica sulla riservatezza